社内専用の金属製又はプラスチック製オリジナルコンテナに製品をいれて工程内を流通します。各コンテナには、フタが付いていて 保管時の異物混入を防止します。
ケースは、消毒液にて拭き取り清掃してから使用しています。

Features
シバセの特徴
point 01
業界唯一の技術力・開発力
ローテクからハイテクに進化させることで、工業部品レベルのストロー製造を実現。
ローテクのストロー製造技術を
①製造可能な応用範囲を広げるように装置を自分たちで改造し
②多品種小ロットに対応すべく段取り替え時間の短縮を追求し、
③今まで見えていなかったデータを見える化して、良品不良品を区別し、
④データを記録して、職人芸からノウハウを次世代へ活かす仕組みへ
その結果、ローテクはハイテクへ進化し 飲料用途以外の分野でストロー製造技術の応用が広がっています。樹脂を薄いパイプ状に成形する技術は、ストローメーカー独特のものです。 使い捨て文化と言われるストローだからこそ、地球の未来を考え、少ない材料で機能を持たせる技術を進化させました。
point 02
シバセ独自のクオリティシステムによる製造ライン
材料
ストローの材料は、ポリプロピレン樹脂(※以降PP)という、硬く安価で安全な最も一般的に使われている樹脂です。PPは半透明の粒で、着色剤で色が着きます。添加剤としては、他に用途に応じて、静電気の防止に帯電防止剤や紫外線による劣化防止剤などを添加する場合があります。これらの材料は、日本の安全基準に適合した材料を使用しています。
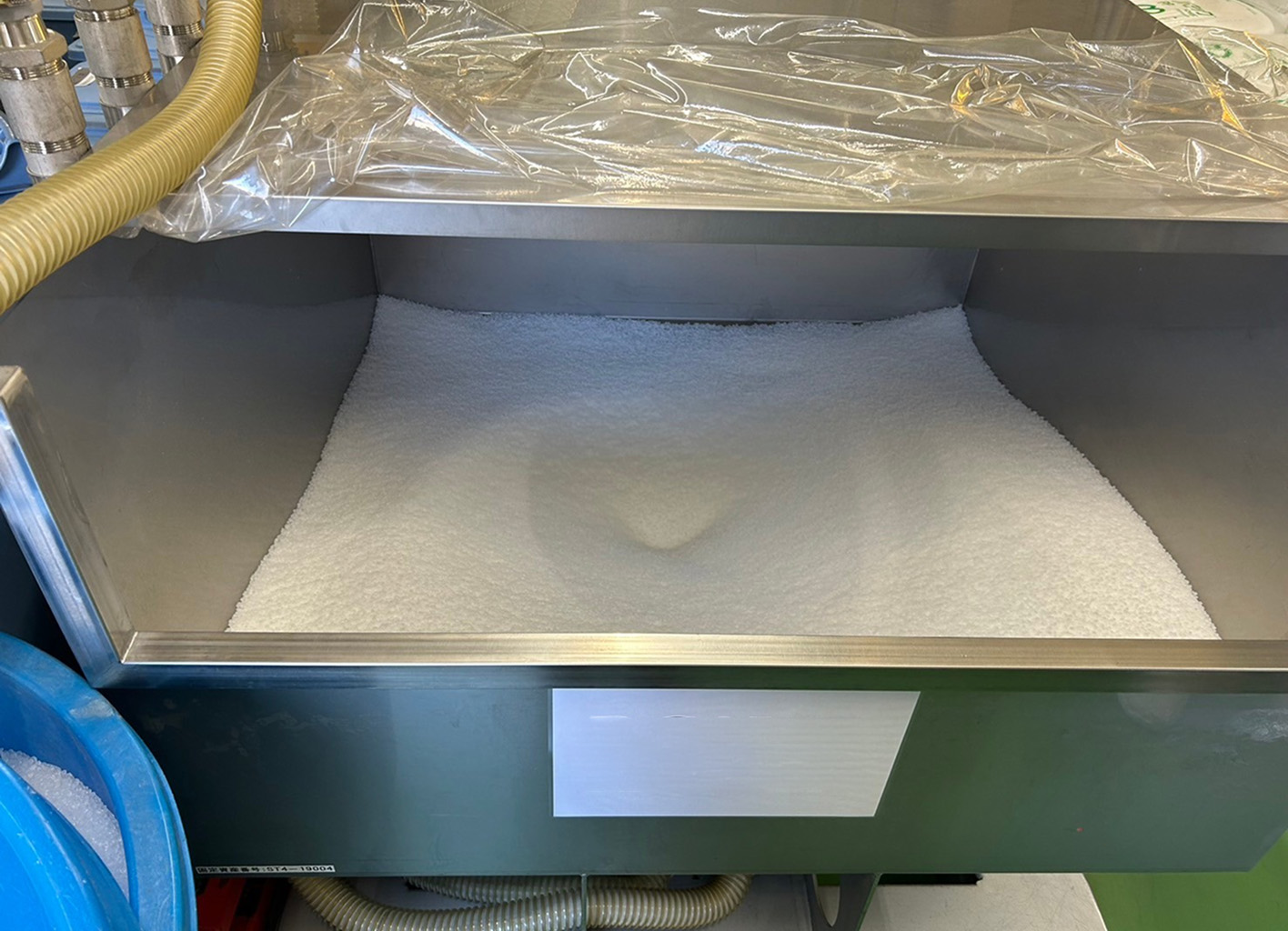
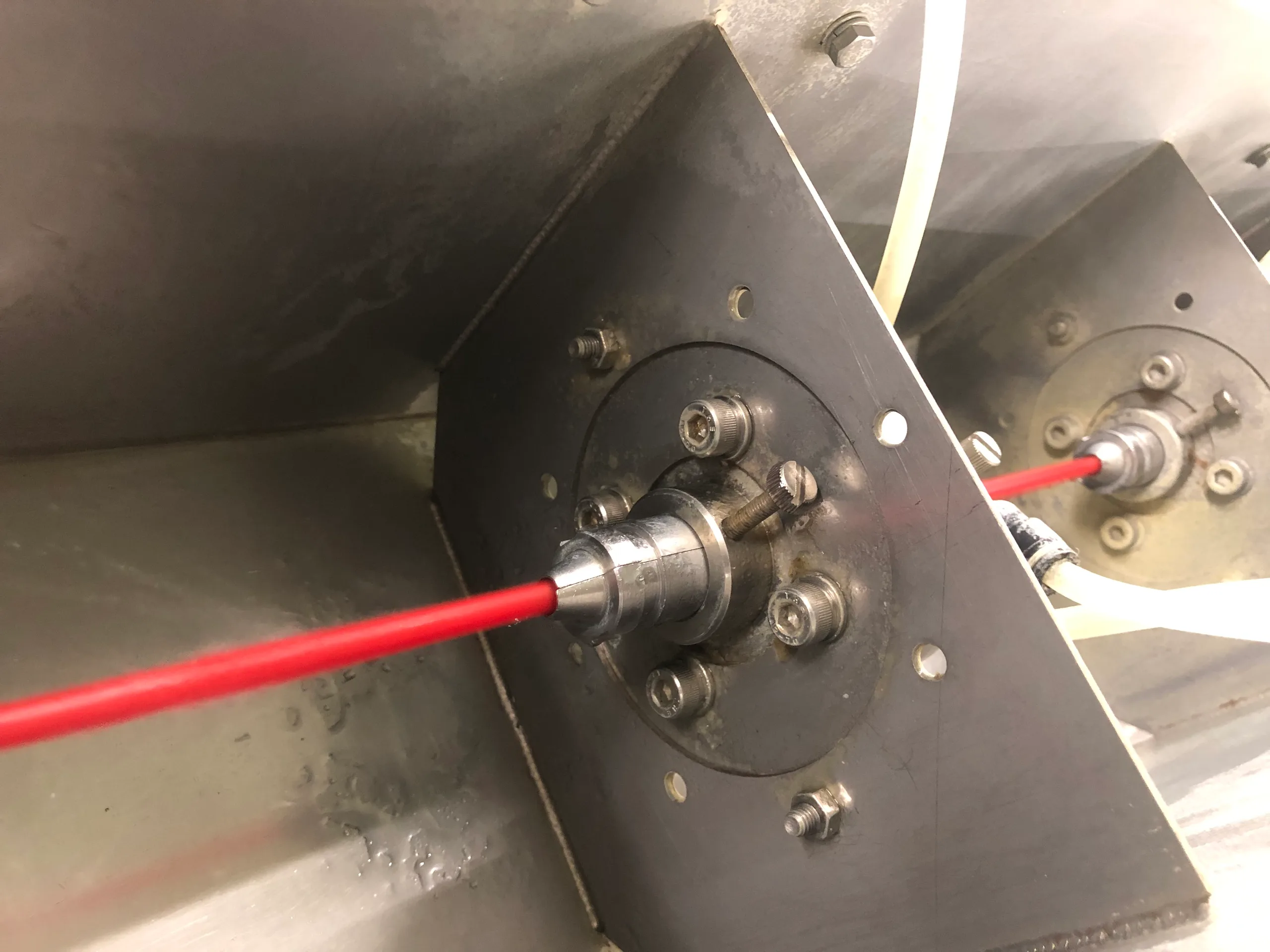
押出
押出機でPPを溶融させて、先端の口金から筒状に溶けた樹脂を押し出します。押出機の5m先にこのストローを高速で引っ張る高速ローラーがあり、高速で引っ張ることで、口金の出口より直径は小さくなり、肉厚も薄くなります。ストローは使い捨てなので、価格や環境保護の観点から、できるだけ少ない材料で作る必要があり、樹脂で薄いパイプを作れる技術に進化しました。
製造条件を調節することで、プラスマイナス1㎜くらいの範囲で直径や肉厚を変化させることができます。10種類くらいの口金を交換することで、ご要望の直径(0.1㎜単位)のパイプを製造できます。
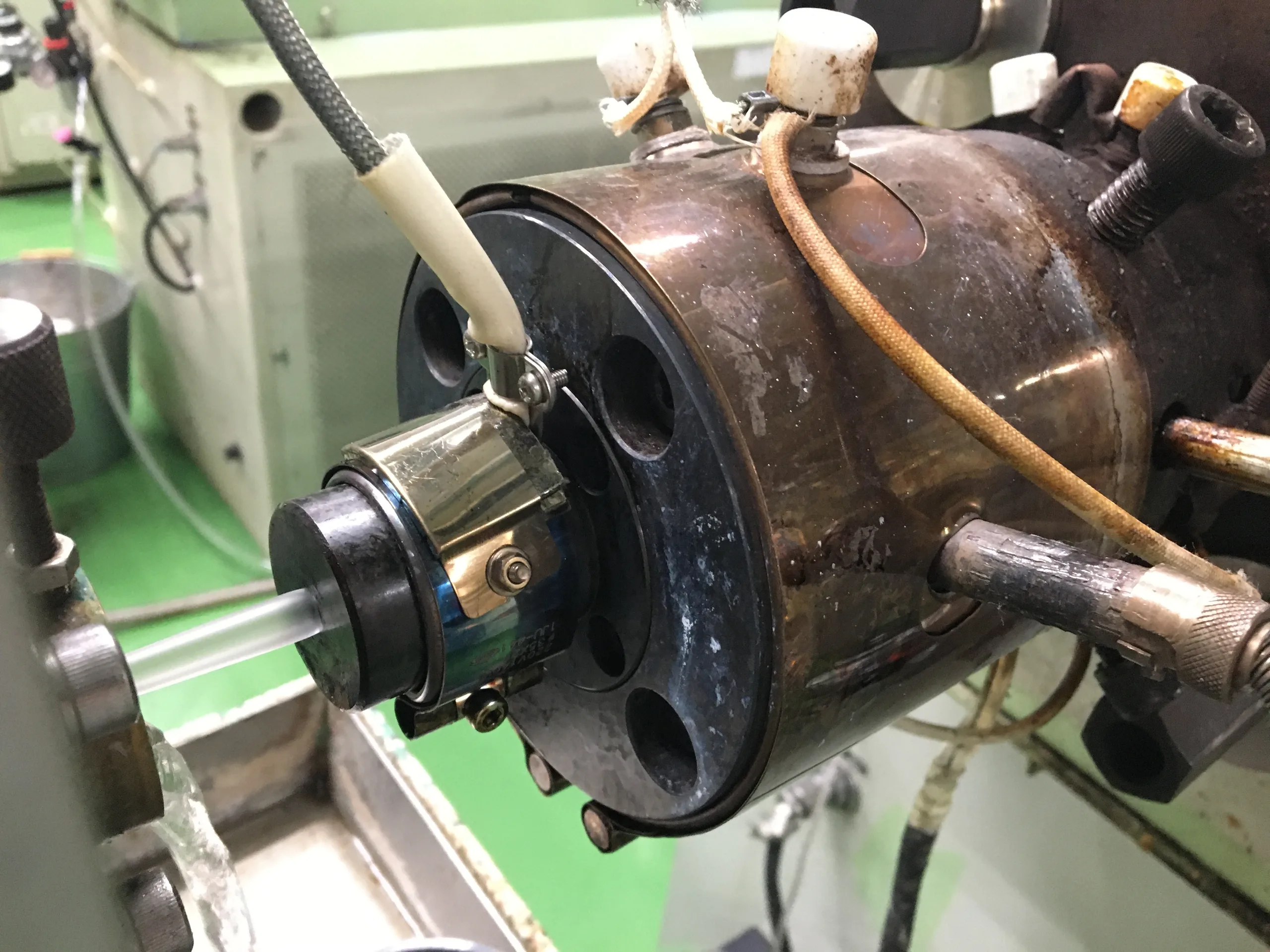
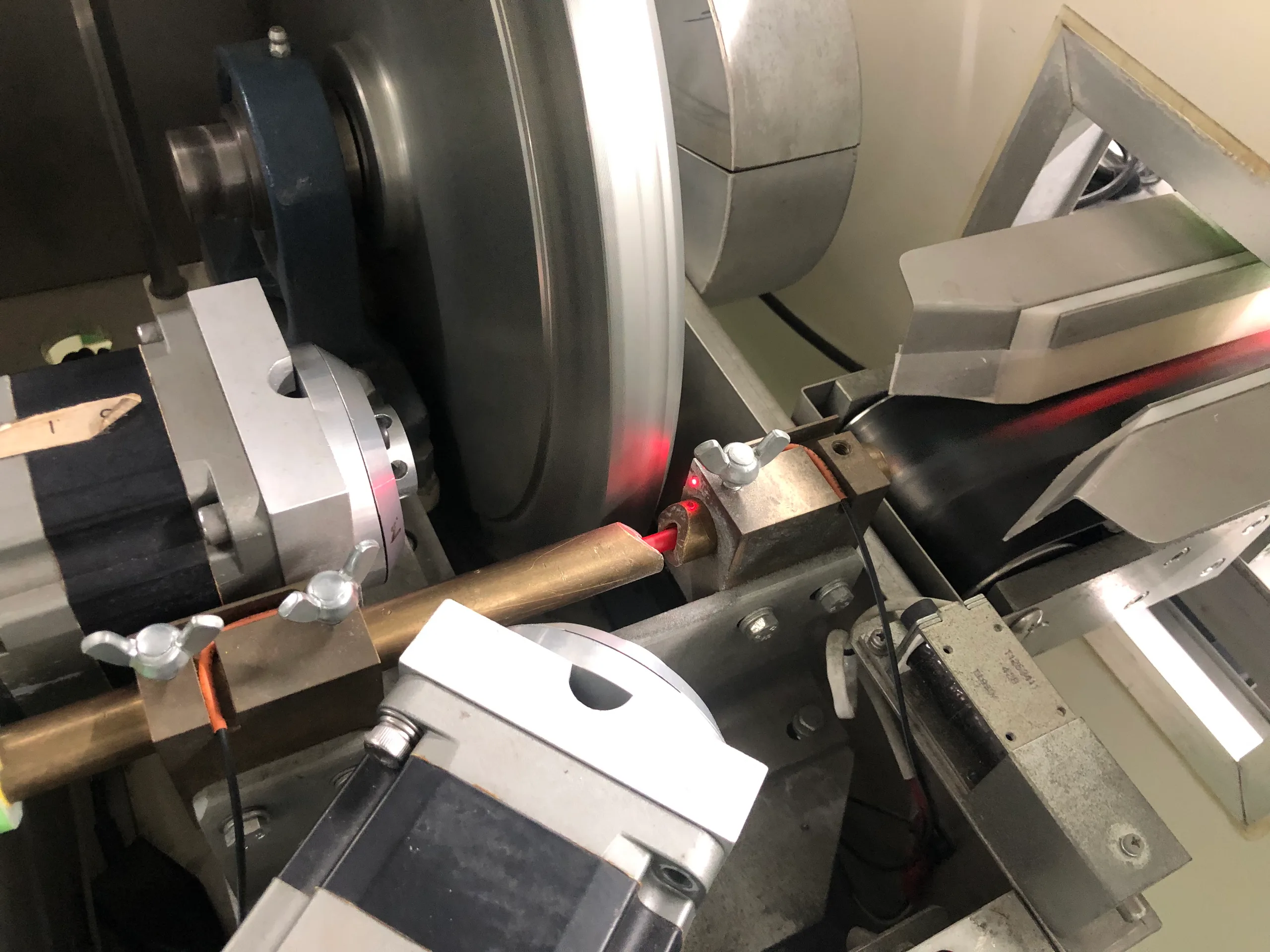
自社開発の「ストロー外径検査装置」
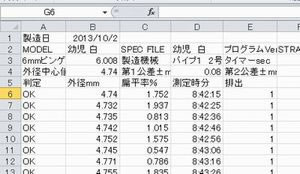
ストローを工業部品に使用する場合は、直径が0.1㎜違ってくると問題が発生することがあります。そこで、直径をレーザーセンサーで測る装置を自社開発して常時監視しながら製造しています。「レーザーセンサー測定部」は、透過型のCCDレーザーセンサーを用いて、直径及び扁平率の値をパソコンで連続して全数検査して判定しています。測定値がNGになると、画面の緑の色が赤に変わって異常を作業者に知らせると同時に、自動排出機を作動させて、不良品を自動的に排出します。直径や扁平率の「測定データ」は、10秒ごとに自動的にファイルに記録されているため、過去のデータをEXCELで開いて確認することができます。

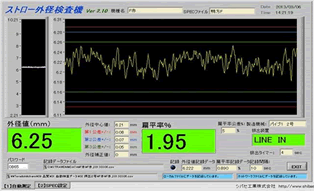
マルチモニター
レーザーセンサーによる「ストロー外径測定器」は、各ラインに設置して、そのモニターは押出機側と梱包側の2か所に設置されていて、梱包側では、モニターを見て良品のみを梱包します。押出機側も、モニターを見ながら規格内になるように直径を調整します。

製造環境モニター
ストローを製造する場合、薄肉であるがゆえに水温などの製造環境によっても、直径が変わってきます。常に安定した製造を行うためには、製造環境をモニタリングして見える化する必要があります。ストロー製造装置の水温や流量、電力などの情報を測定して製造時の調整に役立てると同時に、データをパソコンに入力、保存することで、異常時の自動警報、データの蓄積、自動運転などに役立ちます。この装置も自社開発しています。生産技術の蓄積と製造トラブル時の緊急対応が可能になり、製造ライン停止による損失の低減につながっています。

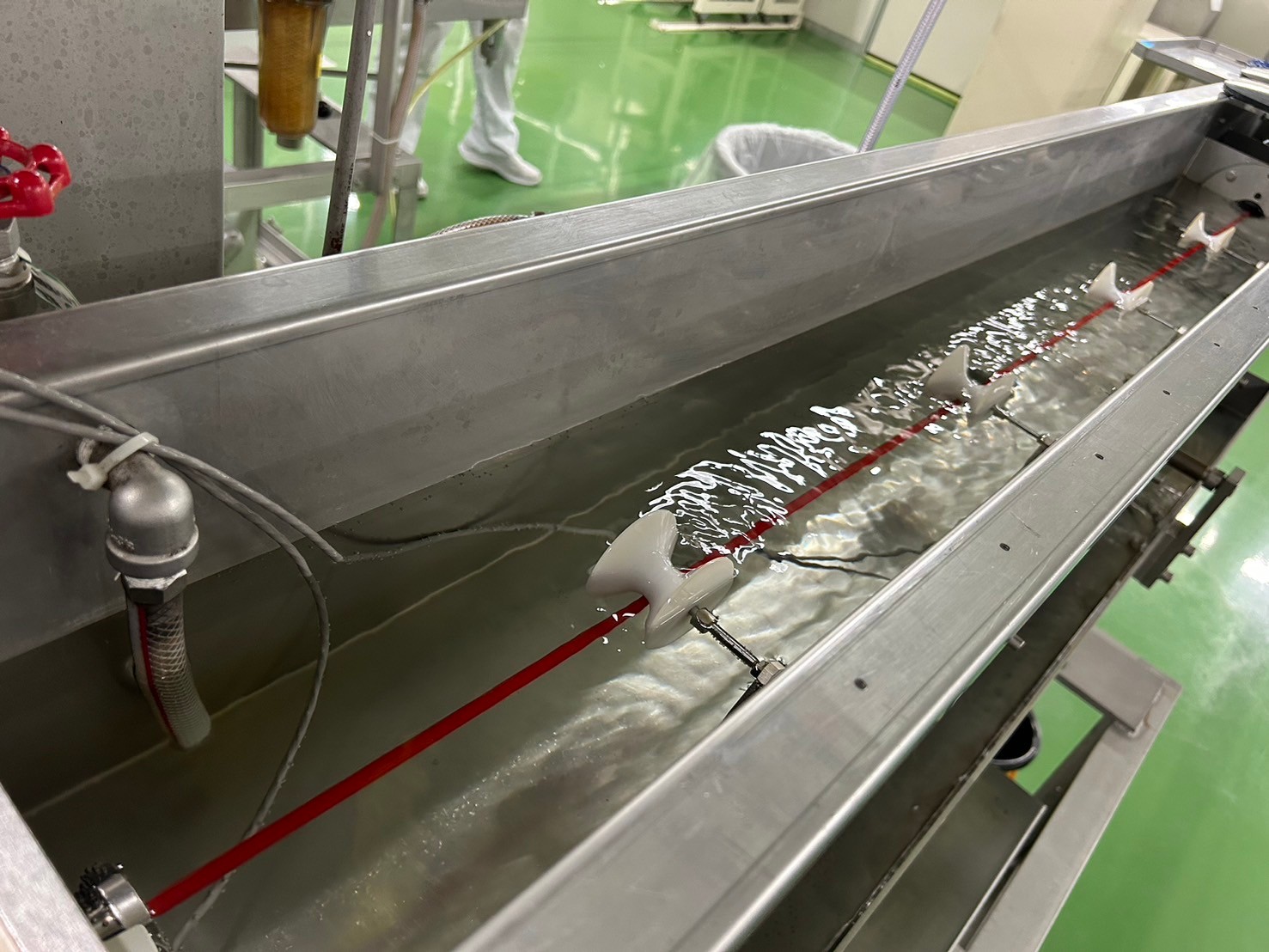
冷却
口金から出たストローは、すぐに冷却用の水槽に入りますが、まだ樹脂は柔らかく、かつ薄肉であるためそのままでは水圧でつぶれてしまいます。そこで、ストローの内側には空気を送り込んで内圧を上げることで、水圧でつぶれないようにしています。また、水槽には減圧室があり、空気と水をポンプで抜いて水圧を下げることで、ストローが圧力でつぶれないようにして、柔らかいうちに真円を出すようにしています。水槽で冷えて固まると、少しぐらいの水圧ではつぶれなくなります。
乾燥
ストローは、1m/秒くらいの速度で動いていますので、水槽から出た直後に、高圧のジェットエアーで水を吹き飛ばして乾燥させます。高圧のジェットエアーはコンプレッサーで作り出しますが、エアーの使用量を減らして省エネするために、特殊なエアーワイパーを自社で開発しました。また、乾燥度合を数値化するために、静電気センサー及び流量センサーを取り付けています。省エネと乾燥を両立させるため、エアーの流量を見ながら細かく調整しています。
カット
押出機から押し出されたストローは、ここの高速ローラーで引っ張られて、その横の高速カッターで同じ長さにカットされます。カッターの速度を変えることで、数センチの長さから数メートルの長さまでご要望に応じた長さを自由に調節できます。
二次加工
二次加工は「フレックス加工」と「先端・特殊加工」のどちらか一方、またはどちらもしない場合もございます。
フレックス加工
飲料用ストローを自在に曲げるためのフレックス(ジャバラ)加工をします。

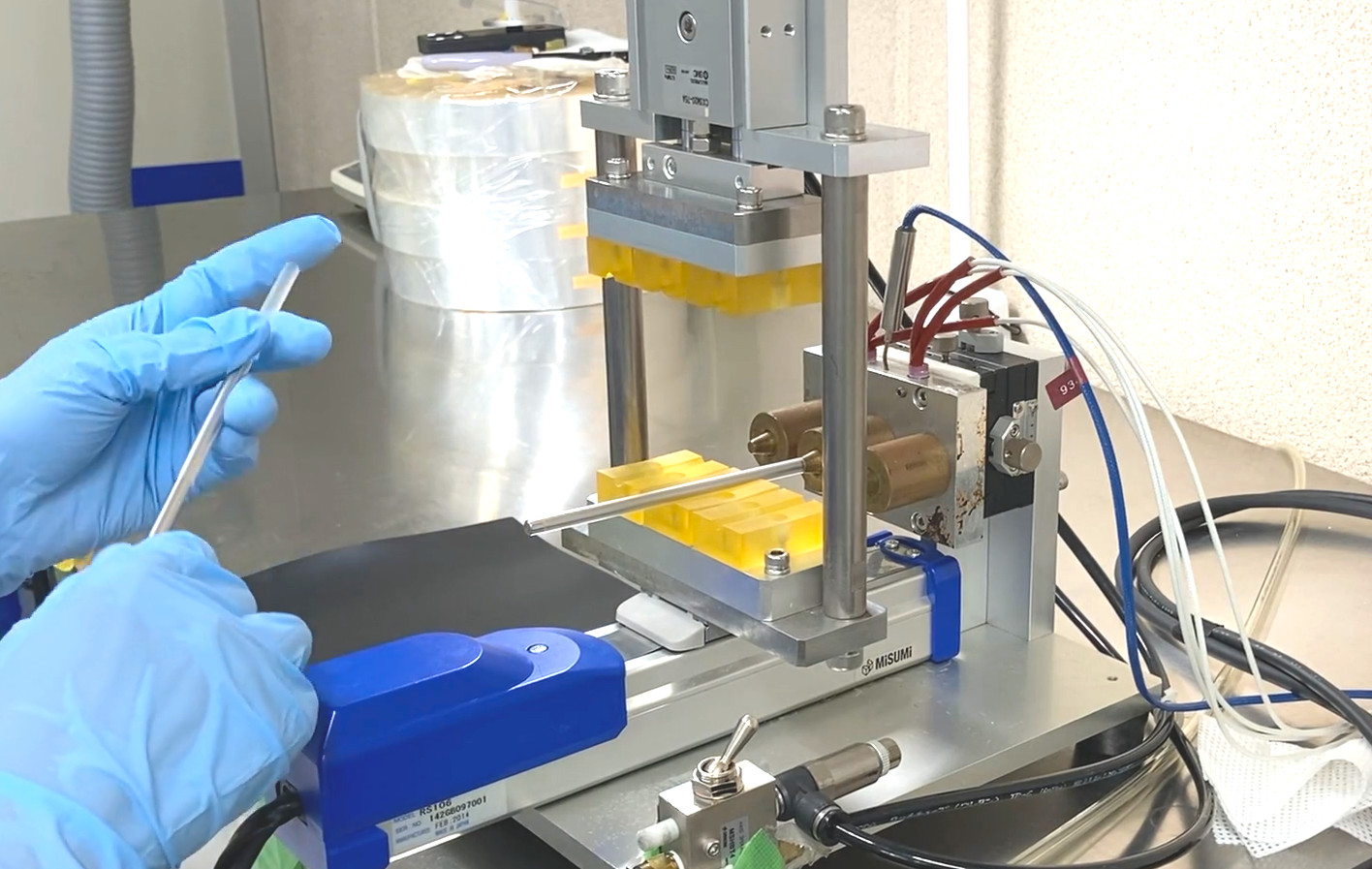
先端加工・特殊加工
ストロー状にカットするだけでなく、その後、先端を溶着したり広げたり、丸めたりなどの先端加工も行います。 加工装置も自社で設計開発を行っています。
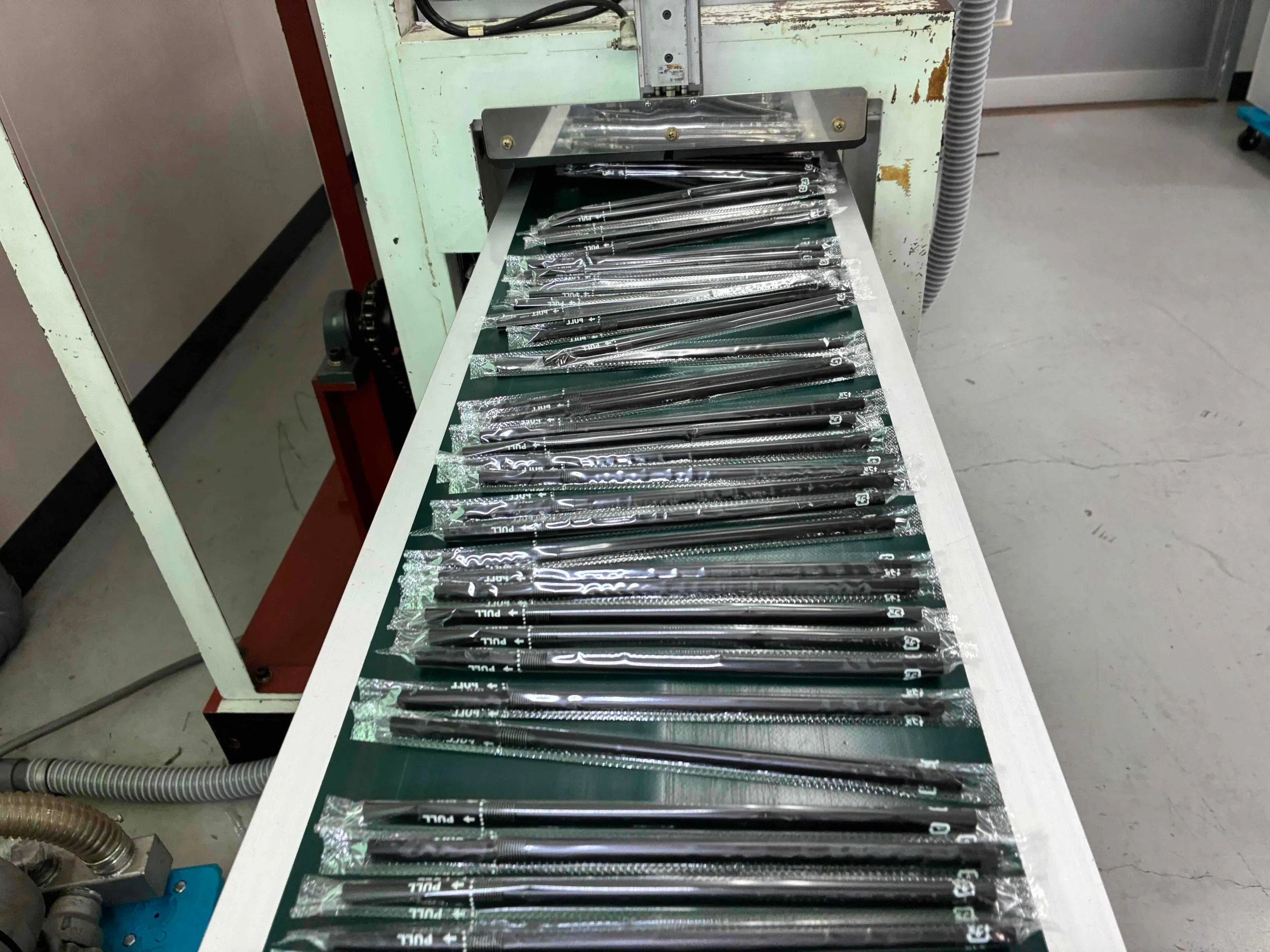
包装
飲料ストローでは、個別包装に対応しています。個別包装可能なサイズは、飲料用ストローの商品ページでご確認いただけます。
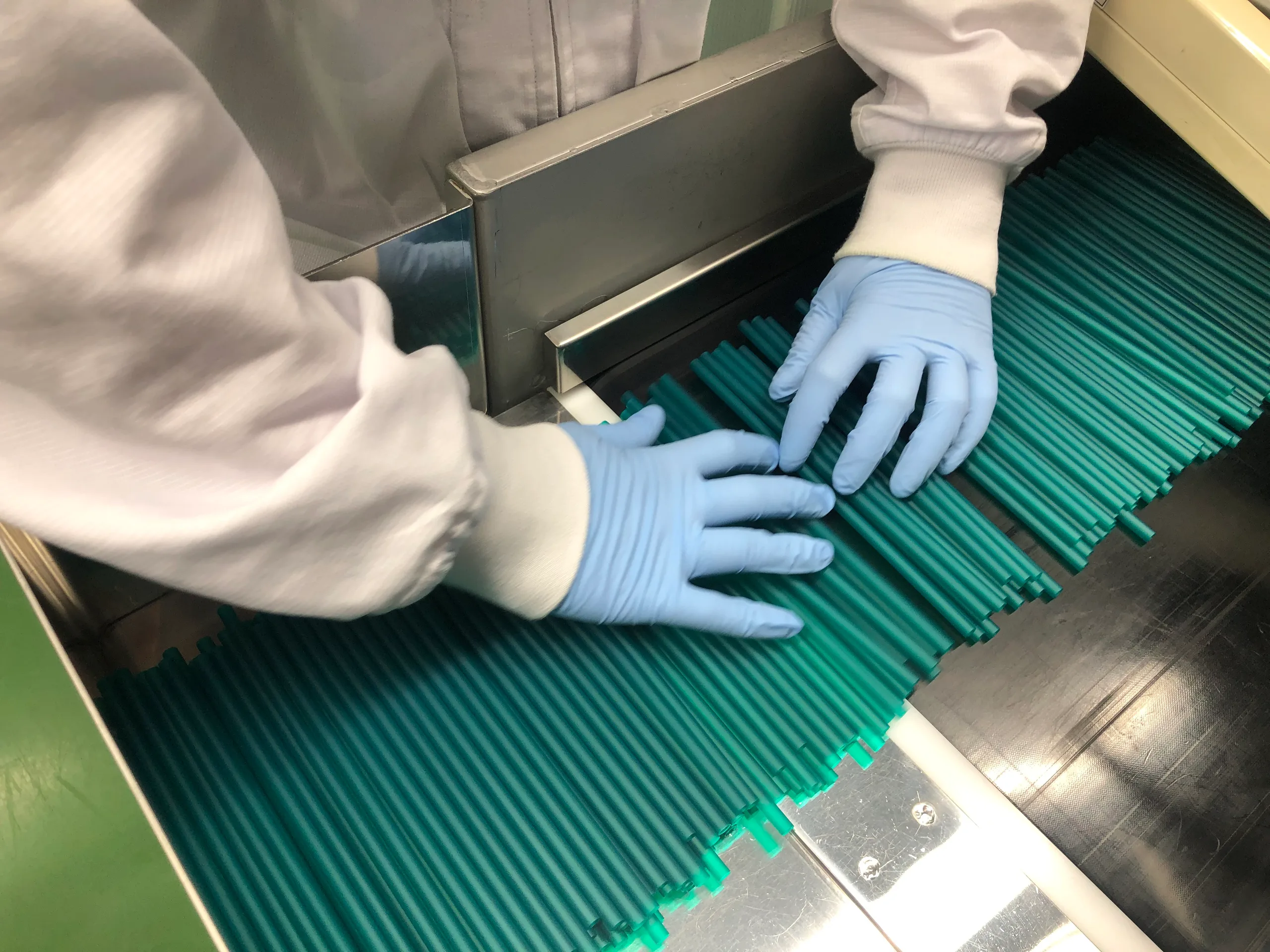
検査
製造の各工程において、熟練の検査員により厳しい品質チェックを行います。
箱詰め・出荷
本数や種類に応じて箱詰めし、全国へと出荷されます。

point 03
徹底した安全・衛生管理
食品工場並みの衛生管理
厳選した原料と、徹底した衛生管理のもと、安心して使用できる製品だけをお届けしています。
1
2
3
4
食品工場用のユニフォームを着用し、頭部は襟巻き付フードで毛髪の落下を防止しています。
作業工程に入室する前にエアシャワーを浴びて、衣服に付着した異物や毛髪などを取り除きます。
作業前は必ず薬用せっけんで手洗いした後、消毒液で手指を消毒します。
粘着ローラーで、2で取り除くことができなかった異物や毛髪をもう一度取り除きます。

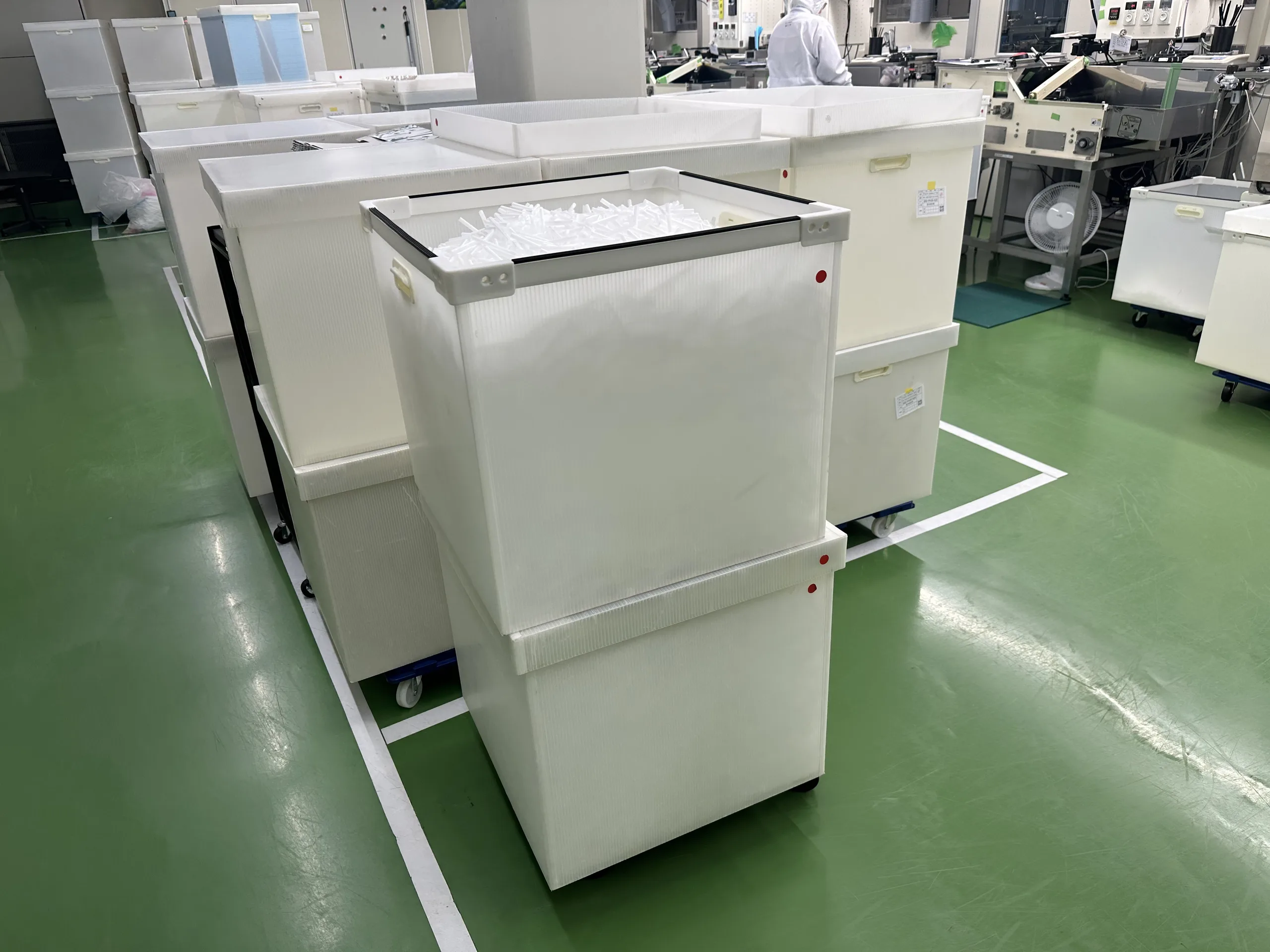
製造工程内専用箱
社内専用の金属製又はプラスチック製オリジナルコンテナに製品をいれて工程内を流通します。各コンテナには、フタが付いていて 保管時の異物混入を防止します。
ケースは、消毒液にて拭き取り清掃してから使用しています。
品質チェック体制
製造の各工程において、熟練の検査員により厳しい品質チェックをおこないます。

製品への異物混入を防ぐため様々な取り組みを行っています。
・社内QC活動にて、防虫対策のためにデータ収集および分析・各捕虫器やトラップの点検・メンテナンス・管理を実施。また、異物混入対策のための作業現場の巡回・改善活動・社内ミーティングを実施。
・定期的な食品衛生法適合試験の抜き取り検査。
・お客様の工場監査による直接指導。
工場内の
空中浮遊菌の
調査
製造設備の
冷却水の
水質調査
定期的な
工場内の整理・
整頓による
6Sの徹底

